了解更多
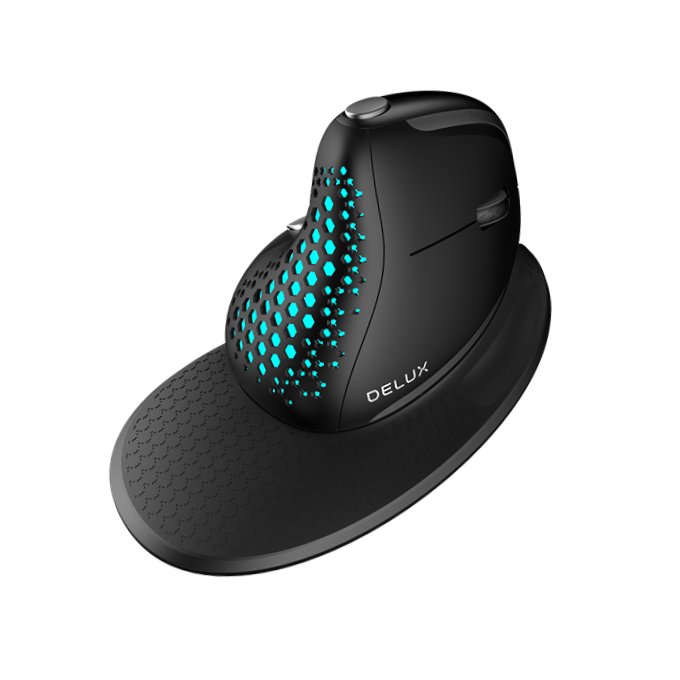
【IM电竞实业集团】成立于1994年,是一家高科技集团公司,业务涵盖“科技园开发&运营+科技投资+科技实业”,三大板块互为支撑、齐头并进、创新发展。 【IM电竞科技】作为IM电竞集团实业板块的典范,深耕电脑外设行业多年,正是洞察到消费者在长期使用鼠标设备带来损伤与困扰,希望以健康为理念,尊重身体的感受,垂直鼠标系列产品由此诞生。
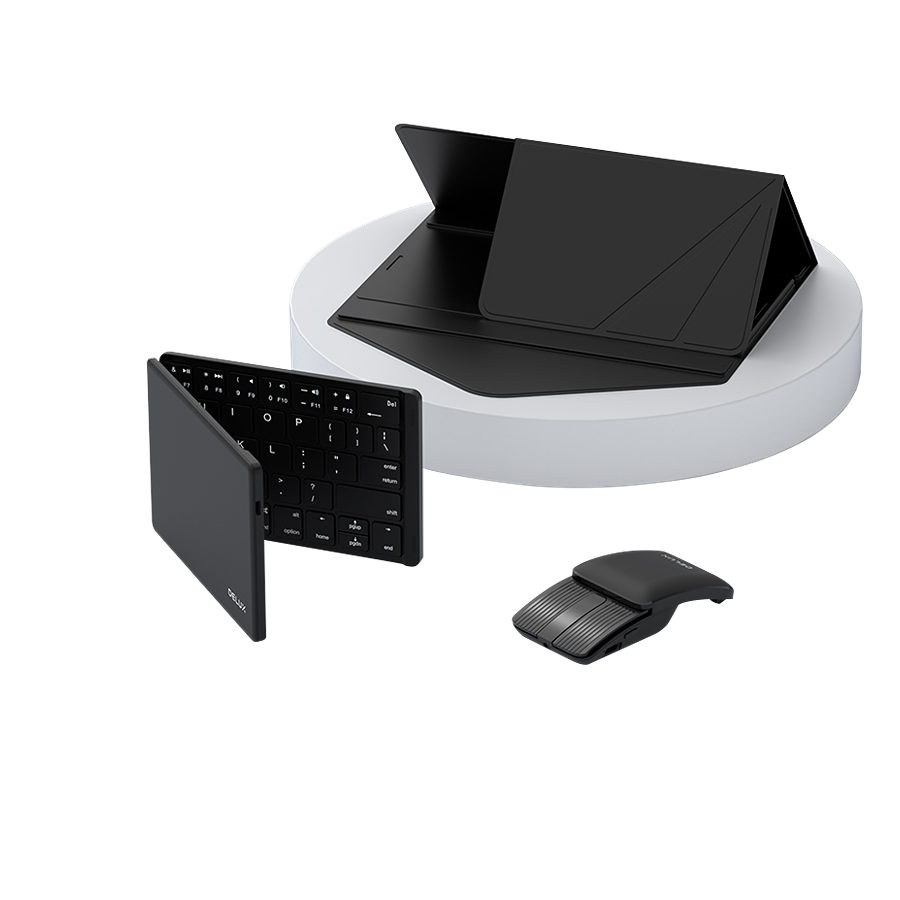
Humanized ergonomic design
研制高效且人性化的产品是IM电竞的目标
打造高、精、细的游戏体验产品是IM电竞的追求
设计高效便捷的办公设备是IM电竞的初心
版权© 2022 IM电竞官方网站所有.
联系我们IM电竞官方网站了解更多